
CEMP-E
TI 809-07
30 November 1998
Example: 362S162-33 = 92 mm (3-5/8") CEE Stud with a 41 mm (l-5/8") Flange 0.84 mm (33 mils)
Thickness
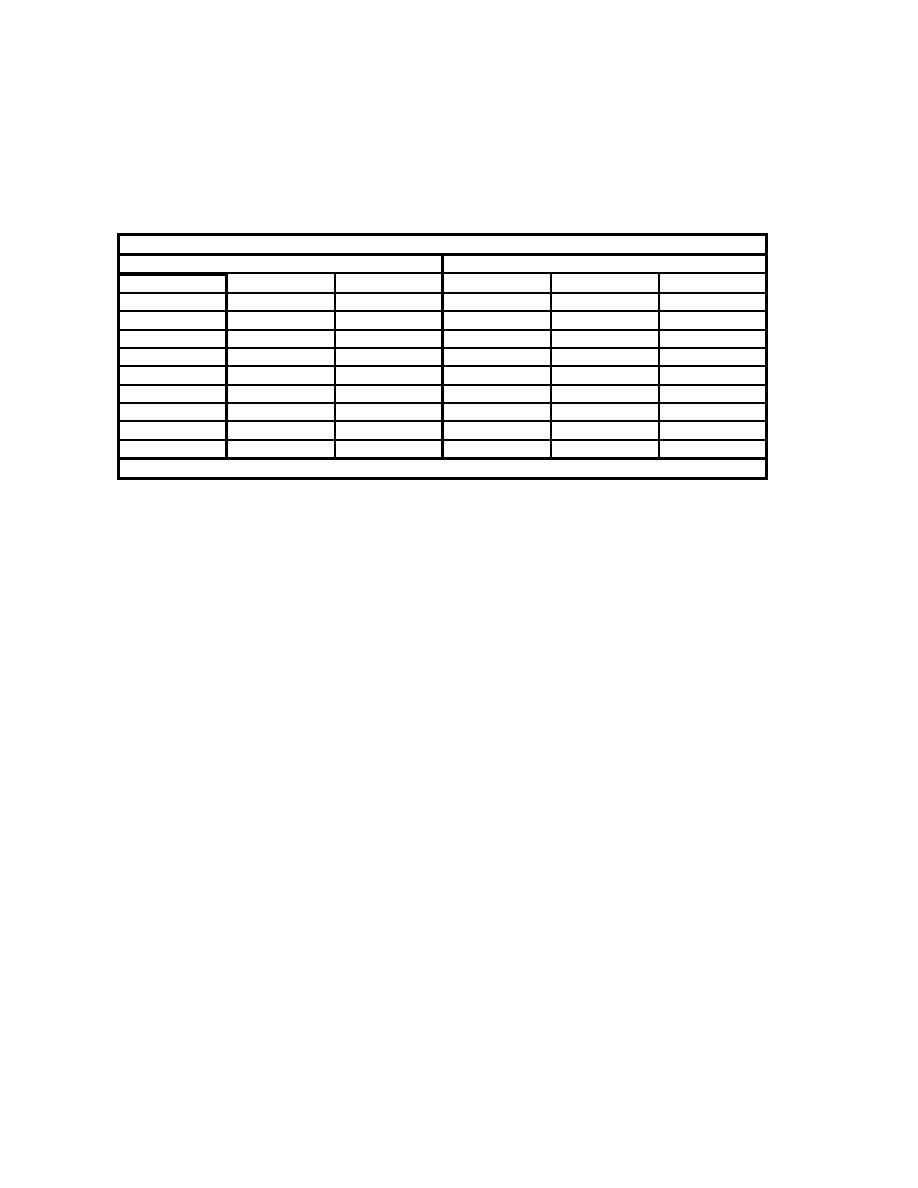
(2) Standard Minimum Delivered Uncoated Metal Thicknesses are shown in Table 1-1:
Table 1-1: Standard Minimum Delivered Uncoated Metal Thickness
Nominal / Design Thickness
Minimum / Delivered Thickness
Gage
Soft Metric
Decimal
Soft Metric
Decimal
Mils
26
0.437 mm
0.0172"
0.414 mm
0.0163"
16
25
0.478 mm
0.0188"
0.455 mm
0.0179"
18
22
0.719 mm
0.0283"
0.686 mm
0.0270"
27
20
0.879 mm
0.0346"
0.836 mm
0.0329"
33
18
1.146 mm
0.0451"
1.087 mm
0.0428"
43
16
1.438 mm
0.0566"
1.367 mm
0.0538"
54
14
1.811 mm
0.0713"
1.720 mm
0.0677"
68
12
2.583 mm
0.1017"
2.454 mm
0.0966"
97
10
3.150 mm
0.1240"
2.997 mm
0.1180"
118
From ICBO: Acceptance Criteria for Steel Studs, Joists, and Tracks, AC46, April 1998.
(3) Standard Flange and Return Lips for CEE Studs:
0.46 mm & 0.69 mm (18 & 27 Mil) minimum thickness = 32 mm (1-1/4") Flange with
4.8 mm (3/16") Lip.
Any Thickness = 35 mm (1-3/8") Flange with 9.5 mm (3/8") Lip.
Any Thickness = 41 mm (1-5/8") Flange with 13 mm (1/2") Lip.
Any Thickness = 51 mm (2") Flange with 16 mm (5/8") Lip.
Any Thickness = 64 mm (2-1/2") Flange with 16 mm (5/8") Lip.
(4) Standard Track Flange Sizes: 25 mm (1"), 32 mm (1-1/4"), 38 mm (1-1/2") and 51 mm
(2")
(5) Standard "U" Channels:
Web x Leg x Minimum Thickness
29 mm (3/4") x 13 mm (l/2") x 1.37 mm (54 Mil)
38 mm (1-1/2") x 13 mm (1/2") x 1.37 mm (54 Mil)
51 mm (2") x 13 mm (1/2") x 1.37 mm (54 Mil)
(6) Standard Hat Furring Channels: Depth x Minimum Thickness
22 mm (7/8") x 0.46, 0.69,0.84, 1.09 mm (18, 27, 33, and 43 Mil)
38 mm (1-1/2") x 0.46, 0.69,0.84, 1.09 mm (18, 27, 33, 43, and 54 Mil)
c. Strain Hardening.
(1) General. The cold working of steel stresses it beyond its elastic limit and leaves a
residual strain. After the cold working, the steel has an increased yield stress. This process of raising
the yield stress is known as cold working. The amount of strain hardening is relative
to the amount of cold working. In normal roll forming, the cold working is nominal, the steel remains
ductile and it makes a modest improvement in the allowable stress of the section. Extensive cold
working of steel can cause it to loose its ductility and become brittle, but normally, this condition is not
associated with common roll formed products.
(2) Cold Reducing and Rerolling of Steel. Steel mills have the capability to cold reduce the
steel sheet to meet the specified thickness before shipment to the manufacturer. Some manufacturers
can reroll the steel sheet to again reduce the sheet thickness. Within the AISI Specification this is
known as Other Steel. This practice is allowed by the AISI Specification if the rerolled steel meets the
ductility criteria of the AISI Section A3.3. Therefore, the manufacturer is strain hardening the material.
1-7

 Previous Page
Previous Page
