
UFC 3-240-13FN
25 May 2005
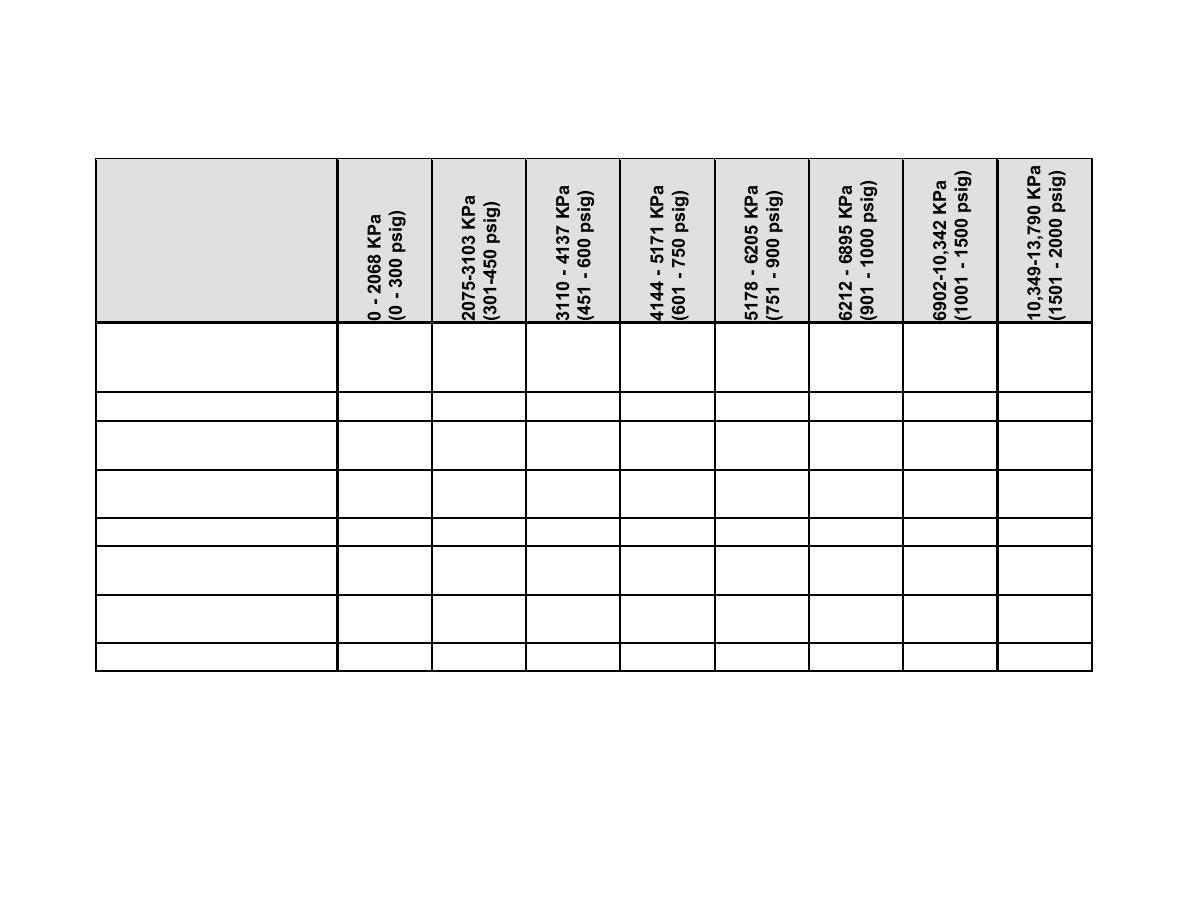
Table 3-11. ASME Feedwater Limits for Industrial Water Tube Boilers
Feedwater
Property
Dissolved oxygen (ppm O2)
before adding chemical
< 0.007
< 0.007
< 0.007
< 0.007
< 0.007
< 0.007
< 0.007
< 0.007
oxygen scavenger
≤ 0.1
≤ 0.05
≤ 0.03
≤ 0.025
≤ 0.02
≤ 0.02
≤ 0.01
≤ 0.01
Total iron ppm Fe (as Fe)
Total copper ppm Cu
≤ 0.05
≤ 0.025
≤ 0.02
≤ 0.02
≤ 0.015
≤ 0.01
≤ 0.001
≤ 0.001
(as Cu)
Total Hardness ppm
≤ 0.03
≤ 0.03
≤ 0.02
≤ 0.02
≤ 0.1
≤ 0.05
ND
ND
(as CaCO3)
pH at 25 oC (77 oF)
8.3-10.0
8.3-10.0
8.3-10.0
8.3-10.0
8.3-10.0
8.3-9.6
8.3-9.6
8.3-9.6
Chemicals for pre-boiler
NS
NS
NS
NS
NS
VAM
VAM
VAM
system
Non-volatile TOC ppm
<1
<1
< 0.5
< 0.5
< 0.5
< 0.2
< 0.2
< 0.2
(as O2)
Oily matter ppm
<1
<1
< 0.5
< 0.5
< 0.5
< 0.2
< 0.2
< 0.2
NOTES:
1.
Makeup water percentage: Up to 100% of feedwater.
2.
Assumes existence of deaerator.
3.
Conditions: Includes superheater, turbine drives, or process restriction on steam purity.
4.
Saturated steam purity target as shown.
5.
NS = not specified.
6.
ND = not detectable.
7.
VAM = Use only volatile alkaline materials upstream of a temporary water source.
73

 Previous Page
Previous Page
