
UFC 3-240-13FN
25 May 2005
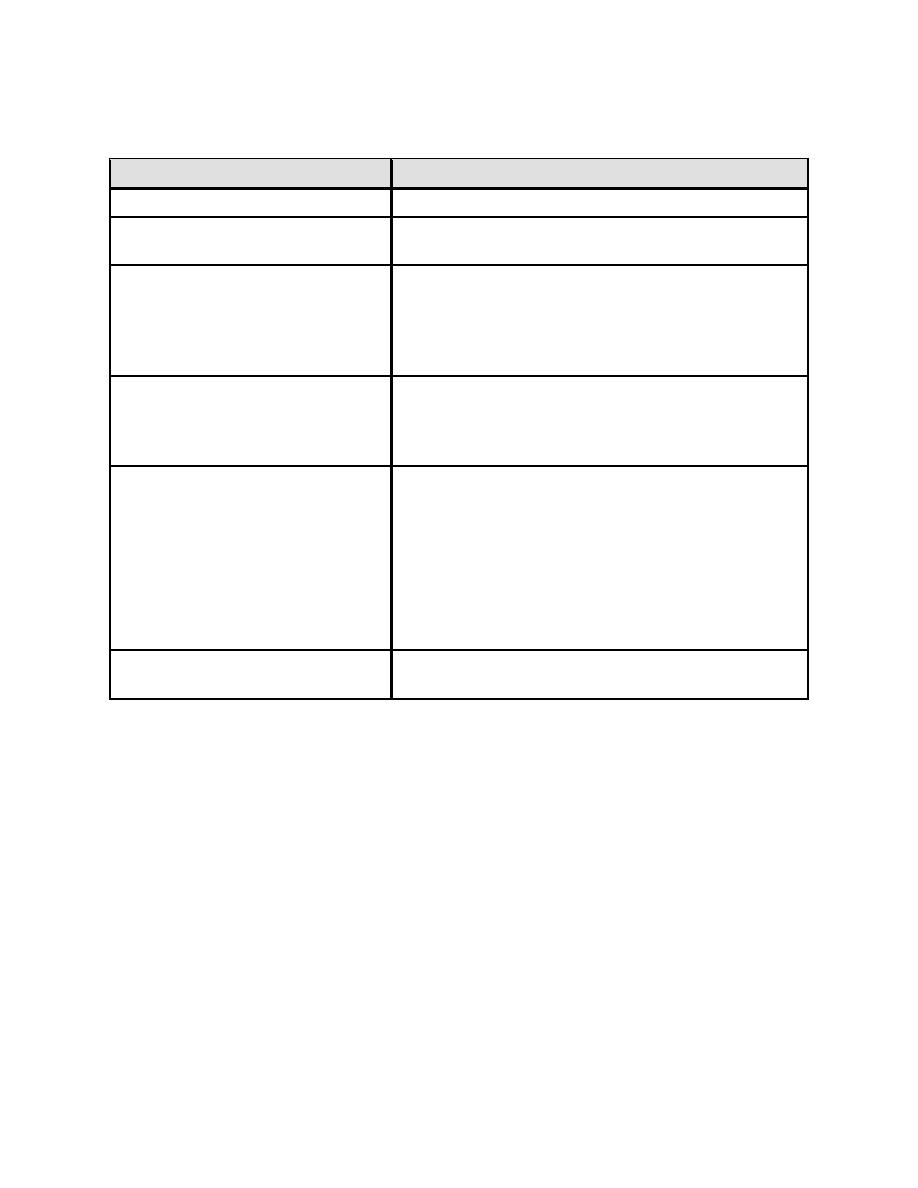
Table 3-19. Treatment Guidelines for Medium- and High-Pressure Steam
Parameter
Boiler Water Treatment Control
COC
Maximum of 100, per ASME
Maximum total alkalinity, per ASME guidelines,
General corrosion
pH of 10.312.0. May require alkalinity builder.
20-40 ppm sulfite for boilers up to 6205 KPa (900
psig). Specialty volatile oxygen scavengers
optional for boilers 4137-6205 KPa
Pitting corrosion
(600-900 psig). Also, tannin derivatives and other
organic-based oxygen scavengers
Maintain pH of 7.5-9.3 using neutralizing amines
or follow guidelines for filming surfactant
Condensate corrosion
chemistry. Specialty volatile oxygen scavengers
optional.
1. Precipitating program using phosphate or
carbonate with a polymer sludge conditioner. Or
2. Solubilizing program using chelants,
phosphonates, or polymers. Or
Deposition control
3. Tannin and lignin derivatives and
phosphonates and/or polymers (including
acrylate-styrenesulfonate co-polymers and
polymethacrylates)
Limit total alkalinity, per ASME guidelines, and
Carryover control due to foaming
treat with antifoam as required.
3-3.9
Condensate Corrosion and Control. Oxygen and carbon dioxide are
common steam condensate impurities that promote condensate corrosion. Less
common are process contaminants, each of which has corrosive properties dependent
upon the nature of the contaminant and the materials that may be corroded. The piping
found in steam condensate systems is most commonly constructed of mild steel,
whereas heat exchangers are usually copper or mild steel. (For more information, see
paragraph 3-2.7.)
3-3.10
Treatment Guidelines for Very-High-Pressure Steam. Treatment of
very-high-pressure (greater than 6205 kilopascals [900 pounds per square inch gauge])
boilers is different than for those of lower pressure. Because temperatures and
pressures are much more extreme, the boilers can tolerate little in the way of boiler
water impurities. Table 3-20 provides treatment guidelines.
80

 Previous Page
Previous Page
