
UFC 3-240-13FN
25 May 2005
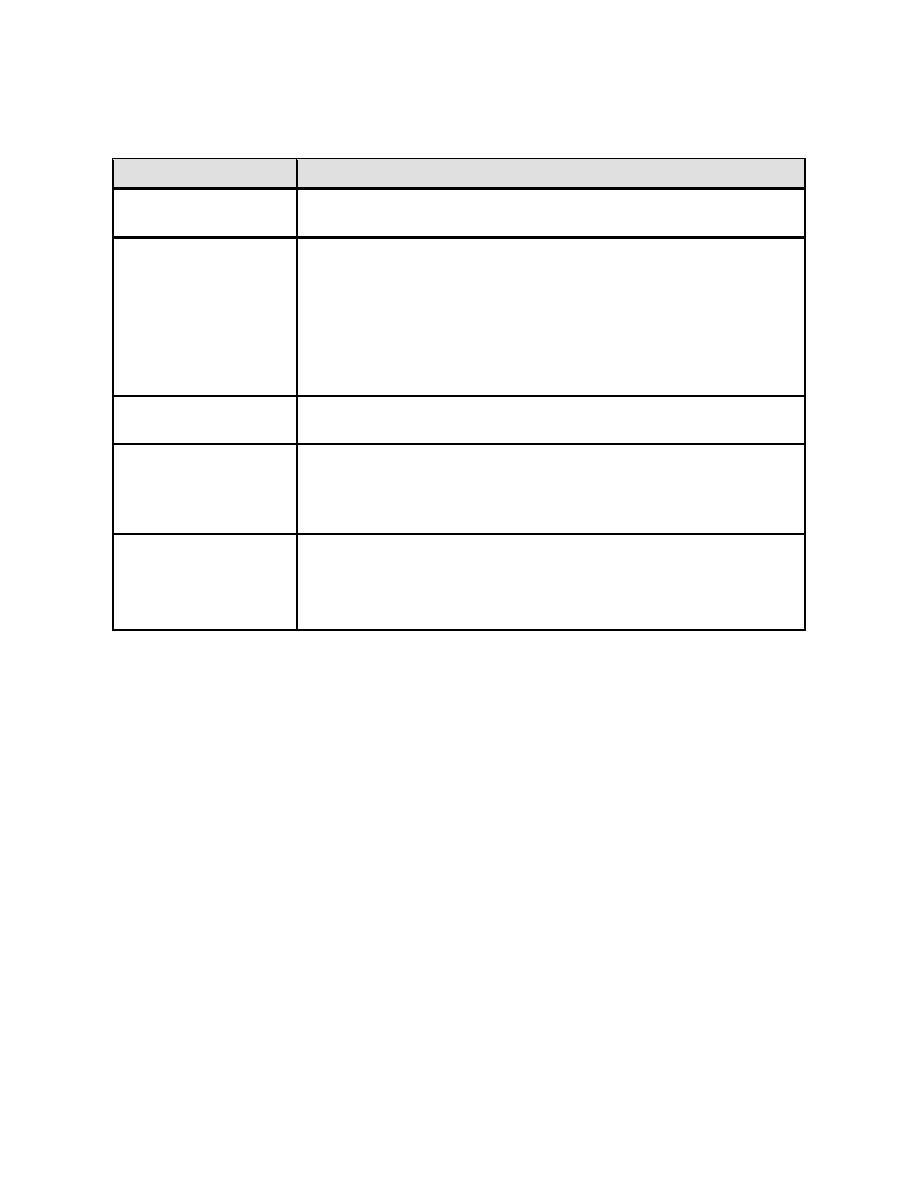
Table 4-13. Treatment Programs for Medium and Large Cooling Towers
Parameter
Approach
Target a minimum of 3 COC (ideally 5 COC) that the
COC
chemical treatment will allow.
1. Use of cathodic corrosion, possibly supplemented with
anodic inhibitors for mild steel. If a galvanized cooling tower
is present, use a polysilicate or low-level phosphate while
keeping pH in the range of 8 to 9.
Corrosion control
2. Copper corrosion inhibitor should be used for all copper
tubes and especially for enhanced and super-enhanced
copper tubing.
Phosphonate/polymer program, augmented by a phosphate
Scale control
dispersant if phosphate corrosion inhibitor is used.
Polymer dispersant coupled with adequate flow. Avoid no-
flow conditions in heat exchangers as much as possible.
SS
Mechanical filtration and routine physical sump cleaning
recommended.
1. Primary biocide: oxidizing biocide using continuous feed or
slug feed as an alternate.
Microbiological
control
2. Secondary biocide: non-oxidizing biocide using slug feed,
as required.
4-6.6.1
Treatment. Medium and large cooling towers are usually, but not always,
treated with a liquid formulation containing both scale inhibitors and corrosion inhibitors.
These are often simply referred to as an "inhibitor." Inhibitor products are usually fed on
a continuous basis using automated control and feed equipment. The concentration of
these formulated products varies greatly from vendor to vendor. Biocides are usually,
but not always, liquid products. It is common to use an oxidizing biocide as a primary
biocide and a non-oxidizing biocide as a secondary biocide, used as needed to control
bacteria and other biological growth. Oxidizing biocides can either be fed continuously
at a low level or dosed periodically at a higher level. Non-oxidizers are dosed as needed
and only when oxidizing biocides are either ineffective or not used at all.
4-6.6.2
Testing. Testing should be done regularly to insure that COC, chemical
levels, and bacteria levels are within the targeted control range. This requirement could
demand a testing frequency of 3 times per week, or even daily.
4-6.7
Cooling Tower Operator Duties. If detected early, problems associated
with scaling, corrosion and fouling in a cooling tower system can be minimized by
corrective action. Some of the things the operator should look for when on-site are
described below.
135


 Previous Page
Previous Page
